










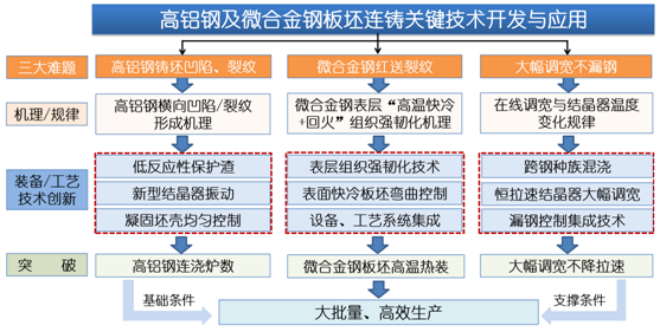
ĪĪĪĪ═Ļ│╔╚╦
ĪĪĪĪ╝Š│┐ĻžĪóÅł▒¹²łĪóĻÉĪĪ▒¾Īóė┌Ģ■ŽŃĪóėßīW│╔ĪóäóĪĪč¾Īó╠’┘F▓²Īóäóć°┴║ĪóäóĮ©▒¾ĪóÓćąĪą²ĪóųņųŠ▀hĪóäóčėÅŖĪóŚŅ┤║īÜĪóäóšõ═»Īó═§ĪĪ▓▀
ĪĪĪĪ═Ļ│╔å╬╬╗
ĪĪĪĪ╩ūõō╝»łFėąŽ▐╣½╦ŠĪó▒▒Š®┐Ų╝╝┤¾īWĪó╩ūõōŠ®╠ŲõōĶF┬ō║ŽėąŽ▐ž¤╚╬╣½╦ŠĪó▒▒Š®╩ūõō╣╔Ę▌ėąŽ▐╣½╦Š
ĪĪĪĪ蹊┐Ą─▒│Š░┼cå¢Ņ}
ĪĪĪĪļSų°ć°├±ĮøØ·░l(f©Ī)š╣║═«aśI(y©©)ĮYśŗ╔²╝ēŻ¼Ė▀õXõō╝░╬ó║ŽĮõōĄ╚Ė▀Č╦õōĶF▓─┴ŽÅVĘ║æ¬ė├ė┌Ų¹▄ćĪó─▄į┤ļŖ┴”Īó║Żč¾╣ż│╠Īó┤¼▓░Ą╚ųž³cŅIė“Ż¼Ė▀ą¦▀BĶT╔·«aĄ─╝╝ąg┘|┴┐å¢Ņ}╚šęµ═╣’@ĪŻ╚ńŲ¹▄ćė├DPĪóTRIPõōę“õōųąAl║¼┴┐Ė▀▀_1.0%ęį╔ŽŻ¼▓╗āHļyęįīŹ¼FČÓĀt▀BØ▓Ż¼Č°Ūę▀BĶT░Õ┼„┤µį┌ÖMŽ“░╝Ž▌Īó┴č╝yĪóöÓ┼„Ą╚å¢Ņ}Ż╗Ė▀Ą╚╝ēś“┴║õōĪóĖ▀ÅŖõōĪó─▄į┤õōĪó╣▄ŠĆõōĄ╚ę“╠Ē╝ėNbĪóVĪóTiĄ╚╬ó║ŽĮį¬╦žŻ¼¤ßčbĶT┼„▄ł║¾õō░Õ▒Ē├µ╚▌ęū│÷¼F┴č╝yĪŻ▀@ą®ļyŅ}▓╗āHė░Ēæ╔·«aą¦┬╩Ż¼▀ĆĢ■įņ│╔┘Yį┤║═─▄į┤└╦┘MĪŻ┤╦═ŌŻ¼ļSų°ė├æ¶Ą─éĆąį╗»ąĶŪ¾į÷ČÓŻ¼╬ó║ŽĮõōŲĘĘNĪóęÄ(gu©®)Ė±Īó▀BĶTČ╠Ø▓┤╬į÷ČÓŻ¼╬ó║ŽĮõō▀BĶT┬®õō’LļUį÷┤¾Ż¼ų▒Įėė░ĒæĖ▀ą¦▀BĶT▀^│╠Ą─ĘĆ(w©¦n)Č©ąįĪŻŽÓī”ė┌Ųš═©õō▓─Ż¼Ė▀õXõō║═╬ó║ŽĮõōį¬╦žČÓŪę║¼┴┐Ė▀Ż¼┘|┴┐┐žųŲļyČ╚┤¾Īó╣ż╦ćÅ═ļsĪŻįŁėąĄ─Ė▀ą¦ĘĆ(w©¦n)Č©╣ż╦ć╝╝ągŻ¼ęč¤oĘ©▀mæ¬Ė▀õXõō║═╬ó║ŽĮõō╔·«aąĶŪ¾Ż¼Š▀¾w¾w¼Fį┌Ż║
ĪĪĪĪŻ©1Ż®Ė▀õXõō▒Żūoį³ęūĘ┤æ¬ūāąįŻ¼š│ĮYł¾Š»ŅlĘ▒Ż¼▀BĶT┐╔Ø▓ąį▓ŅŻ¼░Õ┼„▒Ē├µ┴č╝yČÓŻ¼▒žĒÜŽ┬ŠĆŪÕ└ĒĪŻßśī”Ė▀õXõō░Õ┼„▀BĶTŻ¼Ēnć°ŲųĒŚųŲĶFķ_░l(f©Ī)┴╦ę║æB(t©żi)▒Żūoį³╝╝ągŻ¼īóŌ}õXŽĄ▒Żūoį³╝ė¤ß╚█╗»║¾┴„╚ļĮYŠ¦Ų„Ż¼┐žųŲį³╚”▀_ĄĮĖ─╔Ų░Õ┼„▒Ē├µ┘|┴┐Ą──┐Ą─Ż╗ć°ā╚ę▓ėąŲ¾śI(y©©)ų▒Įė▓╔ė├Ą═ēAČ╚ĪóĄ═╚█³cŌ}╣ĶŽĄ▒Żūoį³╗“š▀ų▒Įė▓╔ė├Ō}õXŽĄ▒Żūoį³Ą─│╔╣”Ž╚└²ĪŻ▀@ą®╝╝ągśO┤¾┤┘▀M┴╦Ė▀õXĖ▀ÕiõōĄ─ķ_░l(f©Ī)┼cæ¬ė├Ż¼Ą½Š∙╬┤īŹ¼F│ŻęÄ(gu©®)└Ł╦┘Ą─ČÓĀt▀BØ▓ĪŻ
ĪĪĪĪŻ©2Ż®NbĪóVĪóTi╬ó║ŽĮś“┴║õōĪóĖ▀ÅŖõōĪó─▄į┤õōĪó╣▄ŠĆõōĄ╚Ė▀Ą╚╝ēõōīŹ¼FĖ▀£ž¤ßčbŻ©ā╔ŽÓģ^(q©▒)Ż®ļyČ╚┤¾Ż¼õō░Õęū«a╔·╝t╦═┴č╝yĪŻßśī”Ė▀Ą╚╝ē╬ó║ŽĮĖ▀ÅŖõō░ÕĄ─¤ßčb╝t╦═┴č╝yŻ¼ć°ā╚═ŌŲš▒ķ▓╔ė├░Õ┼„Ž┬ŠĆ┐ž£žĪóīŻė├┤Ń╗│ž╝░ĶT┼„ŪąĖŅ║¾┤Ń╗Ą╚ĘĮ╩ĮŻ¼ĶT┼„¤ß┴┐ōp╩¦┤¾Ż¼╔·«aą¦┬╩Ą═Ż¼▒ĒīėĮM┐Ś╝Ü╗»║═ęųųŲĄ┌Č■ŽÓ┴Żūė╬÷│÷Ą─ą¦╣¹▓╗│õĘųĪŻ
ĪĪĪĪŻ©3Ż®Ė▀ąį─▄«aŲĘį┌«a┴┐┐ņ╦┘į÷ķLĄ─═¼ĢrŻ¼ŲĘĘNĪóęÄ(gu©®)Ė±║═┘|┴┐éĆąį╗»Ą─ę¬Ū¾ę▓┤¾Ę∙Č╚į÷╝ėŻ¼Įo▀BĶT┼·┴┐Ė▀ą¦╔·«a╠ß│÷┴╦ć└┐┴Ą─ę¬Ū¾ĪŻ═¼ĢrŻ¼«ÉõōĘN▀BØ▓Īóį┌ŠĆš{īÆĄ╚╝╝ągĄ─═ŲÅVæ¬ė├Ż¼ę▓Įo▀BĶT║Ń└Ł╦┘╔·«a║═▓╗┬®õōĦüĒ┴╦śO┤¾Ą─╠¶æ(zh©żn)ĪŻ
ĪĪĪĪĮŌøQå¢Ņ}Ą─╦╝┬Ę┼c╝╝ągĘĮ░Ė
ĪĪĪĪć·└@ęį╔ŽĖ▀ą¦╗»▀BĶTĄ─ĻPµIå¢Ņ}Ż¼╩ūõō┼c▒▒Š®┐Ų╝╝┤¾īWķLŲ┌ķ_š╣║Žū„Ż¼▀MąąĖ▀õXõō╝░╬ó║ŽĮõō░Õ┼„▀BĶTĻPµI╝╝ąg╣źĻPĪŻ╩ūŽ╚ßśī”Ė▀õXõōĄ─░╝Ž▌Īó┴č╝yĪóöÓ┼„║═▀BĶT▀^│╠š│ĮYł¾Š»å¢Ņ}Ż¼čąŠ┐░l(f©Ī)¼F┴╦ĮYŠ¦Ų„▒Żūoį³į³╚”ī”ĶT┼„▒Ē├µÖMŽ“░╝Ž▌Īó┴č╝y║═š│ĮYł¾Š»Ą─ė░ĒæęÄ(gu©®)┬╔Ż¼Å─ÅØį┬├µõō╦«┴„äėąįĪó▒Żūoį³Ę┤æ¬ąįĄ╚ĘĮ├µęųųŲį³╚”ķL┤¾Ż¼▓ó═©▀^ĮYŠ¦Ų„ąĪžō╗¼├ōš±äė┐žųŲį³╚”ų▄Ų┌ąį├ō┬õŻ¼£pąĪį³╚”ī”│§╔·┼„ÜżĄ─öDē║ūāą╬Ż¼▀MČ°£pąĪŲõī”ÖMŽ“░╝Ž▌║═┴č╝yĄ─▓╗└¹ė░ĒæŻ¼īŹ¼FĖ▀õXõōĖ▀┘|┴┐ĘĆ(w©¦n)Č©Ø▓ĶTŻ¼░Õ┼„┴č╝y░l(f©Ī)╔·┬╩ų─ĻĮĄĄ═ĪŻ═¼ĢrŻ¼ķ_░l(f©Ī)┴╦ĮYŠ¦Ų„ā╚┼„ÜżŠ∙ä“─²╣╠╝╝ągŻ¼╠ßĖ▀┴╦╬ó║ŽĮõō░Õ┼„▀BĶT└Ł╦┘Ż¼ĮĄĄ═┴╦░Õ┼„┐v┴č╝y░l(f©Ī)╔·┬╩ĪŻį┌Ė─╔ŲĶT┼„┘|┴┐Ą─╗∙ĄA╔ŽŻ¼ßśī”ĶT▄łĮń├µ╬ó║ŽĮõōę“╝t╦═┴č╝y▓╗─▄Ė▀£ž¤ßčbĄ─å¢Ņ}Ż¼ī”ĶTÖC─®Č╬▀MąąĖ─įņŻ¼īŹ¼FĶT┼„į┌ŠĆĖ▀£ž┐ņ└õŻ¼ūŅėąą¦ĄžęųųŲ┴╦╬÷│÷╬’Īó╝Ü╗»┴╦╬óė^ĮM┐ŚŻ¼▓ó╗∙ė┌▄łųŲ▀^│╠ĶT┼„▒Ēīėæ¬┴”Ęų╬÷║═ĮM┐Ś▐Dūā└õ╦┘Ęų╬÷Ż¼╩ū┤╬ķ_░l(f©Ī)┴╦╗∙ė┌▀BĶTÖCČ■└õČ╬Ą─░Õ┼„¤ßčbŅA╠Ä└Ē╣ż╦ćŻ¼īŹ¼F┴╦įOéõĪó╣ż╦ć╝╝ąg║═┐žųŲŽĄĮy(t©»ng)Ą─╝»│╔ĪŻßśī”Ė▀õXõō╝░╬ó║ŽĮõōŲĘĘNČÓŻ¼ęÄ(gu©®)Ė±ČÓĪóéĆąį╗»ę¬Ū¾ČÓĄ─å¢Ņ}Ż¼×ķ▀Mę╗▓Į╠ßĖ▀▀BĶT▀^│╠Ą─ĘĆ(w©¦n)Č©ąįŻ¼īŹ¼F┐ńõōĘNūÕ╗ņØ▓║═║Ń└Ł╦┘ĮYŠ¦Ų„┤¾Ę∙š{īÆ▓╗┬®õōŻ¼čąŠ┐┴╦š{īÆ▀^│╠ųąšŁ├µŃ~░ÕĄ─£žČ╚▓©äėęÄ(gu©®)┬╔Ż¼ķ_░l(f©Ī)┴╦║Ń└Ł╦┘ĮYŠ¦Ų„ļpŽ“Ė▀ą¦š{īÆ╝╝ągŻ╗ķ_░l(f©Ī)┴╦±Ņ║Žųąķg░³║═ĮYŠ¦Ų„╗ņ║Ž▀^│╠Ą─╗ņØ▓│╔ĘųŅA£y─Żą═Ż¼£╩┤_ŅA£y┴╦ĮYŠ¦Ų„ā╚õōę║│╔ĘųŻ¼×ķĮYŠ¦Ų„ÕFČ╚Īó╦«┴┐Ą╚╣ż╦ćģóöĄīŹĢrš{š¹╠ß╣®┴╦ę└ō■Ż¼ĮŌøQ┴╦┐ńõōĘNūÕ▀BØ▓╚▌ęū░l(f©Ī)╔·Ą─┬®õōå¢Ņ}ĪŻ
łD1 ĒŚ─┐┐é¾wčą░l(f©Ī)╦╝┬Ę
ĪĪĪĪų„ę¬äō(chu©żng)ą┬ąį│╔╣¹
ĪĪĪĪįōĒŚ─┐╚ĪĄ├ųžę¬┐Ų╝╝äō(chu©żng)ą┬╚ńŽ┬Ż║
ĪĪĪĪŻ©1Ż®Įę╩Š┴╦Ė▀õXõōŻ©[%Al]Ī▌1.0Ż®▀BĶT░Õ┼„Ą─ÖMŽ“░╝Ž▌Īó┴č╝yĪóöÓ┼„Ą╚╚▒Ž▌Ą─ą╬│╔ÖC└ĒŻ¼ķ_░l(f©Ī)│÷Ī░ĮYŠ¦Ų„ļŖ┤┼öć░Ķ+┤¾āAĮŪ╦«┐┌Ī▒Ą╚▀BĶT┼„ÜżŠ∙ä“┐žųŲ╝╝ągŻ¼╠ß│÷▓óīŹ¼F┴╦ĮYŠ¦Ų„ĘŪš²ŽęąĪžō╗¼├ōą┬ą═š±äė─Ż╩ĮŻ¼╚▒Ž▌░l(f©Ī)╔·┬╩ĮĄĄ═ų┴0.1%Ż¼└Ł╦┘Å─0.8 m/min╠ßĖ▀ų┴1.2 m/minęį╔ŽŻ¼Ė▀õXõō▀BØ▓ĀtöĄ╠ßĖ▀ĄĮ5Ātęį╔ŽŻ╗
ĪĪĪĪŻ©2Ż®ßśī”╬ó║ŽĮõō▀BĶT░Õ┼„¤ßčbęū│÷¼FĄ─╝t╦═┴č╝yļyŅ}Ż¼ķ_░l(f©Ī)│÷ĶTÖC╔╚ą╬Č╬ā╚░Õ┼„¤ßčb▒Ē├µį┌ŠĆŅA╠Ä└ĒčbéõĪó╣ż╦ć╝░┐žųŲŽĄĮy(t©»ng)│╔╠ū╝╝ągŻ¼įOėŗ┴╦┤¾┴„┴┐ćŖūņūŅ╝č▓╝ų├ĘĮ╩ĮŻ¼čąŠ┐Ą├ĄĮ┴╦ĶT┼„▒Ē├µŲ╩╝└õģs£žČ╚Īó└õģs╦┘Č╚Ą╚ĻPµIģóöĄŻ¼ķ_░l(f©Ī)┴╦▀BĶT░Õ┼„═Ō╗Ī/ā╚╗ĪūŅ╝č╦«┴┐▒╚┐žųŲ╣ż╦ćŻ¼ĮŌøQ┴╦¤ßčbŅA╠Ä└Ē┐ņ└õŚl╝■Ž┬ĶT┼„ęūÅØŪ·Ą─ĻPµIļyŅ}Ż¼īŹ¼F╬ó║ŽĮõōĶT┼„¤ßčbĄ─▒Ē├µ£žČ╚┐žųŲį┌650Īµęį╔ŽŻ╗
ĪĪĪĪŻ©3Ż®ķ_░l(f©Ī)┴╦┐ńõōĘNūÕ╗ņØ▓╝╝ąg║═ĮYŠ¦Ų„┤¾Ę∙š{īÆ╝╝ągŻ¼ĮŌøQ┴╦┐ńõōĘNūÕ╗ņØ▓║═ĮYŠ¦Ų„į┌ŠĆš{īÆ┴┐┤¾ęū┬®õōĄ─ļyŅ}Ż¼īŹ¼F┴╦║Ń└Ł╦┘ĮYŠ¦Ų„å╬┤╬š{īÆ┴┐400mmęį╔ŽŻ¼ČÓŲĘĘNĪóČÓęÄ(gu©®)Ė±å╬Ø▓┤╬▀BĶT16.9╚f揯¼å╬┼_ĶTÖC▀B└m(x©┤)╔·«a1350╚fćŹ╬┤┬®õōĪŻ
ĪĪĪĪæ¬ė├Ūķør┼cą¦╣¹
ĪĪĪĪ╩ūõō┼c▒▒Š®┐Ų╝╝┤¾īWķLŲ┌ķ_š╣║Žū„Ż¼▀MąąĖ▀õXõō╝░╬ó║ŽĮõō░Õ┼„▀BĶTĻPµI╝╝ąg╣źĻPĪŻ└█ėŗīŹ¼FĮøØ·ą¦ęµ2.87ā|į¬Ż¼╩┌ÖÓ░l(f©Ī)├„īŻ└¹10ĒŚŻ¼ųąć°õōĶF╣żśI(y©©)ģfĢ■ĮM┐Ś┐Ų╝╝│╔╣¹įuārŻ¼īŻ╝ęĮMę╗ų┬šJ×ķĪ░įōĒŚ│╔╣¹┐é¾w╝╝ąg▀_ĄĮć°ļHŅIŽ╚╦«ŲĮĪ▒ĪŻ
ĪĪĪĪĮø▀^ķLŲ┌▀BĶT╣żśI(y©©)īŹ█`║═ŽĄĮy(t©»ng)╣źĻPŻ¼░l(f©Ī)¼F▓óĮę╩Š┴╦Ė▀õXõōš│ĮYł¾Š»╝░ÖMŽ“░╝Ž▌ÖC└ĒĪŻÅ─╣ż╦ć╔Žī”ĮYŠ¦Ų„š±äėĪó▒Żūoį³ąį─▄ęį╝░ĮYŠ¦Ų„▒Ē├µ┴„äė▀Mąą┴╦ā×(y©Łu)╗»Ż¼īŹ¼F300ćŹõō░³«aŠĆīŹ¼FĖ▀õXõōŻ©[%Al]Ī▌1.0Ż®å╬Ø▓┤╬ĘĆ(w©¦n)Č©Ø▓ĶT1500ćŹęį╔ŽĪŻ▀BĶT└Ł╦┘Å─0.8 m/min╠ßĖ▀ų┴1.2 m/minĪŻ
ĪĪĪĪ▓╔ė├▒ŠĒŚ─┐čą░l(f©Ī)│╔╣¹║¾Ż¼╩ūõōŠ®╠Ų║±░Õ┼„¤ßčb▒Ē├µ£žČ╚Å─200Īµ╠ß╔²ĄĮ650Īµęį╔ŽŻ¼╚½├µĖ▓╔wųą╠╝║¼ŌēõōĪóüå░³Š¦õōĄ╚┴č╝y├¶ĖąõōĘNŻ¼ĮŌøQ┴╦▀BĶT░Õ┼„Ė▀£ž¤ßčbõō░Õ╝t╦═┴č╝yå¢Ņ}Ż¼īŹ¼FĖ▀Ą╚╝ēõōĘNŻ©Ė▀ÅŖõōQ690Īó╣▄ŠĆõōX70Īóś“┴║õōQ500E-HĄ╚╝░ęį╔Ž╝ēäeŻ®ĶT┼„¤ßčbĪŻ¤ßčb£žČ╚╠ßĖ▀║¾Ż¼╣Ø(ji©”)─▄ĮĄ║─ą¦╣¹’@ų°ĪŻč§╗»ĶFŲż║±Č╚Å─2.3 mmĮĄų┴1.2 mmĪŻįōĒŚ─┐īŹ╩®Ż¼ėąą¦═Ųäė┴╦õōĶFŲ¾śI(y©©)╣Ø(ji©”)─▄ĮĄ║─Ż¼×ķõōĶFŲ¾śI(y©©)īŹ¼FĄ═╠╝ĪóŠG╔½ę▒Į╠ß╣®┴╦ą┬Ą─═ŠÅĮ║═ĘĮŽ“ĪŻ
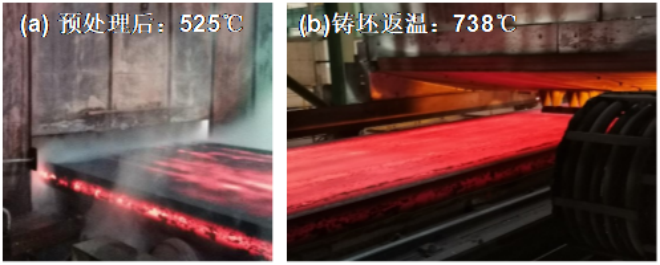
łD2 ĶT┼„▒Ē├µ£žČ╚┼cą╬├▓Ż║Ż©aŻ®ŅA╠Ä└Ē║¾Ż╗Ż©bŻ®ĶT┼„ĘĄ£ž║¾
ĪĪĪĪķ_░l(f©Ī)Ą─┐ńõōĘNūÕ╗ņØ▓╝╝ąg║═ĮYŠ¦Ų„┤¾Ę∙š{īÆ╝╝ągŻ¼ĮŌøQ┴╦┐ńõōĘNūÕ╗ņØ▓║═ĮYŠ¦Ų„į┌ŠĆš{īÆ┴┐┤¾ęū┬®õōĄ─ļyŅ}Ż¼īŹ¼F┴╦ČÓŲĘĘNĪóČÓęÄ(gu©®)Ė±å╬Ø▓┤╬▀BĶT16.9╚f揯¼å╬┼_ĶTÖC▀B└m(x©┤)╔·«a1350╚fćŹ╬┤┬®õōŻ¼1.4m/min║Ń└Ł╦┘å╬┤╬į┌ŠĆš{īÆ▀_ĄĮ400mmĪŻ
ĪĪĪĪķ_░l(f©Ī)Ą─ŽĄ┴ąĖ▀õX└õ▄łĖ▀ÅŖõō┼·┴┐æ¬ė├ė┌▒╝±YĪóę╗Ų¹Ą╚▄ćŲ¾Ż¼ėą┴”Ąžų¦ō╬┴╦Ų¹▄ćąąśI(y©©)Ą─▌p┴┐╗»ĪŻ░Õ┼„¤ßčb£žČ╚╝░▒╚└²╠ßĖ▀Ż¼īŹ¼F£p┼┼CO2▀_10.8kg/tõōĪŻ
