










ĄĄĄĄȘÁŠŒŻÖĐżÍÓ^ŽæÔÚ (yšu)»ŻžÄßMÆÈÔÚĂŒœȚ
ĄĄĄĄÔÚèFÉúźaÖĐŁŹÒęßM”ÄĐĄč°ííȌʜáïL táïLłöżÚÈÒrĐęŽuÍùÍùłöŹFŚĐÎĄą t€°l(fšĄ)ŒtĄąáïLłöżÚżćËúĄąč°íżćËú t€é_ÁŃ”ÈÇérĄŁß@Č»H§ÖÂáïL t۶ÈéLÆÚÌÓÚČ»·(wš§n)¶šœ””ÍïLŰß\ĐĐ îB(tš€i)ŁŹ¶űÇÒÀÖŰrț§ÖÂÍŁźazĐȚŁŹœoÆóI(yšš)§íŸȚŽó”ÄœúpʧĄŁ·ÖÎöß@Đ©î}źaÉú”Äžù±ŸÔÒòŁŹÔÚÓÚ tÒrÄÍČÄœYÔOÓ”ÄȘÁŠŒŻÖĐșÍ t€ŒÓč€șžœÓȘÁŠŒŻÖĐËùÖÂĄŁœßMÒ»Čœ·ÖÎöŁŹß@ÉîȘÁŠŒŻÖĐźaÉúŁŹÊÇÒòé tÒrÉÏČżČÉÓĂÁË(yšu)Ù|žßĆòĂčèÙ|ÄÍ»đŽuÆöÖț”ÄćFĐÎč°íŁŹÔč°íĆcÆöÖțÔÚáïLłöżÚÖ±¶Î”ÄŽóŠÂœÓœMłÉÁËÒ»·NÌŰÊâÈŒęÊÒœYĄŁÔÈŒęÊÒœYÏȚÖÆÔÚÉÏĐĄÏÂŽó”ÄćFĐÎ t€ÈŁŹźáïL tÌÓÚșæ tŒ°ŒÓáß^łÌÖĐŁŹÔìłÉÄÍ»đČÄÁÏĆòĂŁŹŸÍțĐγɞüéÍës”ÄȘÁŠŒŻÖĐŁŹțÔìłÉáïLłöżÚÄÍČÄÆöówŚĐÎŁŹ t€ÊÜÁŠé_ÁŃĄŁÍŹrŁŹÔÚÖÜÆÚĐÔ4ǧżË/Æœ·œÀćĂŚĄ«5.5ǧżË/Æœ·œÀćĂŚ”ÄËÍïLâówșÁŠŚśÓĂÏÂŁŹáïL tÔÚéLÆÚß\ĐĐß^łÌÖĐŁŹáïL t tÒrȘÁŠŒŻÖĐȿλŸÍțźaÉúáÆŁÚpÄĄą t€șžżpžŻÎgé_ÁŃ”È±Ś¶ËĄŁÒòŽËŁŹépÉÙșÍÏûłęȘÁŠŒŻÖĐŁŹŽ_±ŁáïL tœY·(wš§n)¶šéLÛŁŹŸÍÆÈÇĐĐèÒȘŠŹFÓĐíȌʜáïL tÈŒęÊÒœYßMĐĐ(yšu)»ŻžÄßMĄŁ
ĄĄĄĄ(chuš€ng)ĐÂÔOÓ t€œY ȘÁŠŒŻÖĐÏûÍËË„p
ĄĄĄĄœüÄêíŁŹűÈÍâáïL tÔOÓŁŒÒŒ°ÆäFê Ÿ«œß]ŁŹÔOÓÛ`ĐĐłöČ»ÉÙÏÈßMßmÓĂÇÒ·ûșÏèFÉúźa°ČÈ«ëH”ÄéLÛžßïLŰáïL tœYŁŹÍÆÓÎÒűáïL t°ČÈ«Éúźa”ÇÉÏÁËĐÂĆ_ëAĄŁÀęÈçŁŹÊŚäÒ»ŒżÆWŒÒŁŹŸ©ÌÆäèFč«ËŸżÔOÓĄąŸ©ÌÆäèFč«ËŸèFÔOäŁŒÒĄążč€łÌžŁĂśœÌÊÚœYșÏéLÆÚ·(wš§n)¶šß\ĐĐ”ÄűÍâȘÁąÒæŸÈŒęÊÒœYșÍáïL tȘÁąćFĐÎč°íœY”Ä(yšu)ÔœŒŒĐgÌŰücŁŹœYșÏŹFÓĐíȌʜáïL t t€é_ÁŃșÍáïLłöżÚpÄżćËú”ÈÛ`ŃĐŸżŁŹ°l(fšĄ)ĂśÁËĄ¶íȌʜáïL tA»ĄMșÏÒæŸȘÁąč°íœYĄ·Đ”ČŒĐgłÉčûŁšD3Ł©ŁŹÊÜ”œÁËèFœç”ÄgÓĄŁÔÔOÓłÉčûÊÇŠŹFÓĐÊÜÁŠČ»șÏÀí”ÄíȌʜáïL tćFĐÎč°íŁšD 1ĄąD2Ł©Ê©ÁËA»ĄMșÏÒ柜YŁšD3Ł©șÍȘÁąÖ§Îč°í”ÄÊÜÁŠžÄßMŁšD4Ł©ĄŁ
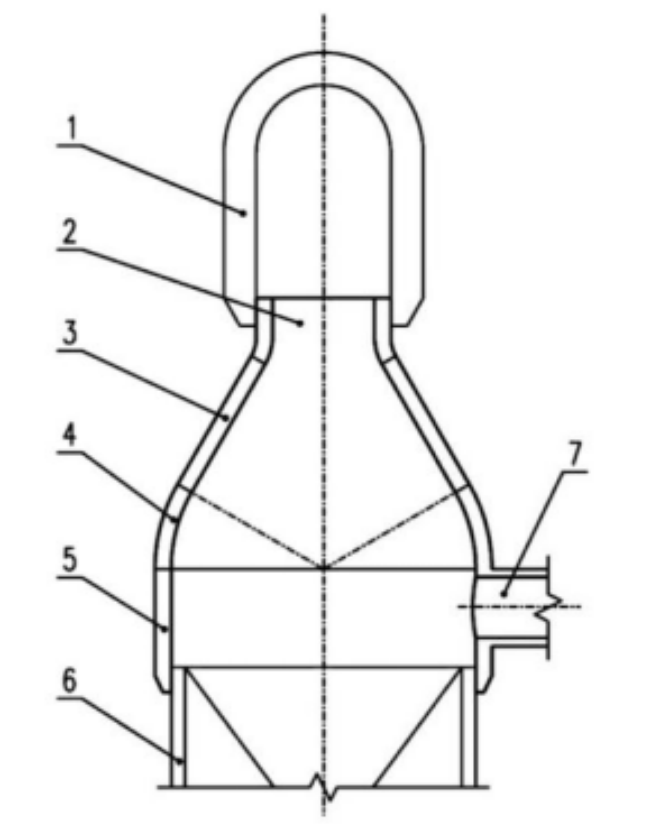
D1éśœyХñŚÓíȌʜáïL tÈŒęÊÒćFĐÎówč°íœY
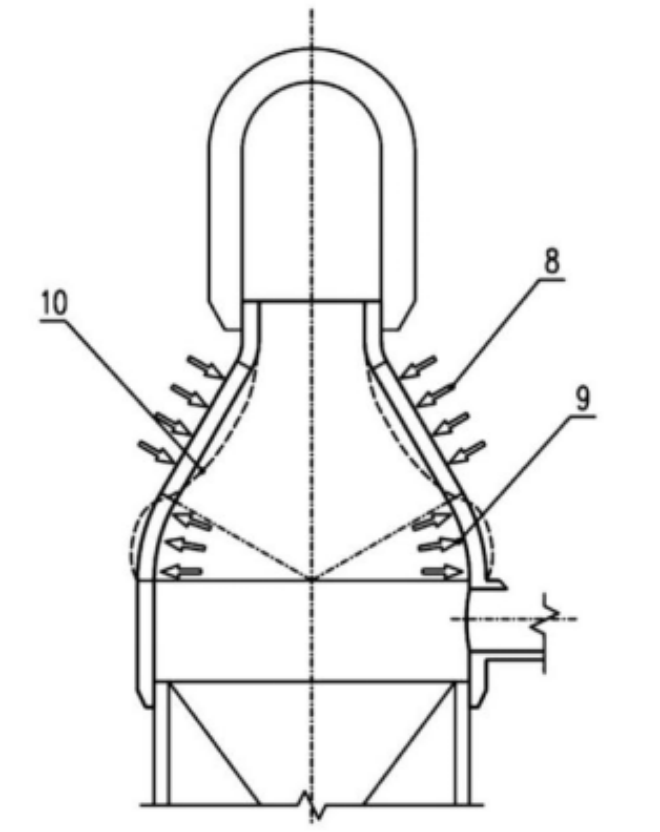
D2éÛ`ÖĐćFĐÎÆöówÈÒržßŰÊÜÁŠ§ÖÂćFĐÎÆöówÖĐČżÍùÏÂÍčÆđŚĐÎĄąÏÂČżč°Ä_ȿλŚĐÎÍâU§ÖÂÄÍČÄÆöówÊÜÁŠșÍÇòĂæȿλ t€ÊÜÁŠ îB(tš€i)ÊŸÒâD
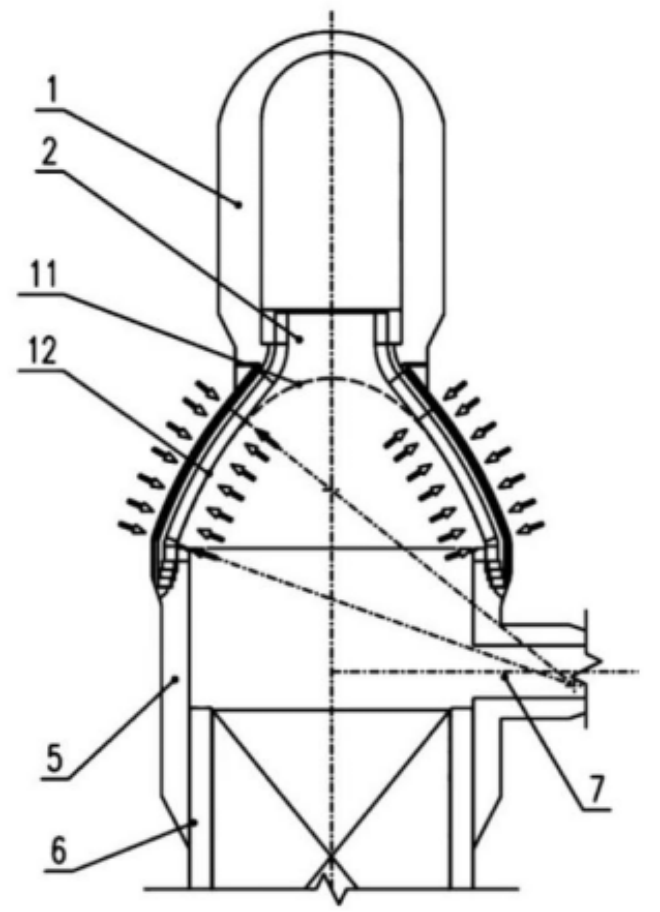
D3éœYșÏűëHűÈÛ`òŚC”ÄÒæŸč°íœY(yšu)»ŻćFĐÎÆöówÊÜÁŠÆœșâÊŸÒâD
D4éąMșÏÒæŸč°íœYĆcÏÂČżáïLłöżÚÖ±¶Î·ÖëxŁŹpÉÙŻBŒÓȘÁŠŁŹ·(wš§n)¶šéLÛœYÊŸÒâD
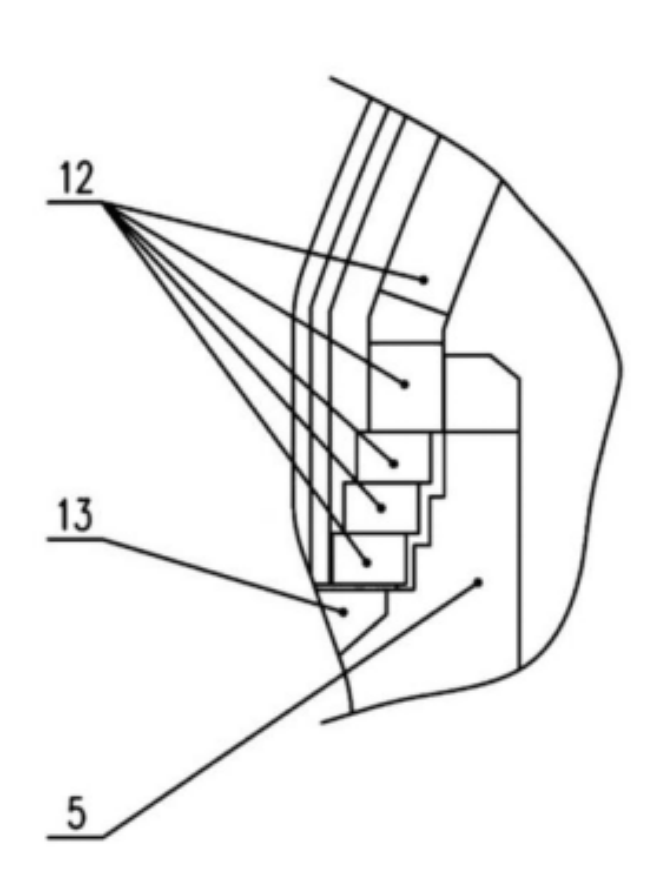
ĄĄĄĄÍŹrŁŹÔ„Ćdč«ËŸ”ÄȘÁąÖ§Îč°íŃbÖĂíȌʜáïL tŁšD4ŁŹÔÚűëHűÈÊčÓĂșÍÔÚœš”°ÙŚùßMĐĐÁËÛ`òŚCŁ©ĄąžŁĂśŒ°ÆäșÍËû”ÄFê °l(fšĄ)Ăś”ÄȘÁąÖ§Îč°íŃbÖĂ”ÄMșÏÒæŸíȌʜáïL tŁšD3Ł©ĄąÖĐÒ±Ÿ©Ő\ËĶÎÊœœYŁšD4Ł©űÍâč«ËŸíȌʜáïL t”ȔȟùÒČŒŒČÉÓĂ·ÀÖčșÍpÉÙȘÁŠŒŻÖДķ(wš§n)¶šœYŁŹČąÊ©ÁËßMĐĐÁ˔ǧ°ÙŚùáïL téLÆÚ”ÄÛ`òŚCĄŁß@Đ©ÔáÁËé·ÀÖčșÍpÉÙáïL t tÒrșÍ t€ȘÁŠŒŻÖĐŁŹ”ǧ°ÙĂûżÆWŒÒéLÆÚÖÂÁŠÓÚ(yšu)»ŻáïL tÈŒęÊÒœYĄąÈŒęÆśœYĄąáïLłöżÚœYĄąáïLłöżÚĆc tów”ÄßBœÓ·œÊœ”ÈŽëÊ©ŁŹœâQÁËžßïLŰáïL tÊčÓĂÛĂü¶Ì”ÄčČĐÔŒŒĐgî}ŁŹÒČœoáïL tÔOÓ而śŐßÌáč©ÁËżÆW”ÄÔOÓÒÀțĄŁ

D5éD2ŠȘŁŹćFĐÎÈŒęÊÒč°íȘÁŠŒŻÖЧÖ”ÄáïL tč°íȘÁŠÌźËú

D6éD2ŠȘŁŹȘÁŠŒŻÖЧÖ”ÄáïL táïLłöżÚÌźËú

D7éȘÁŠŒŻÖЧÖ”ÄáïL t t€șžżpÀé_é_ÁŃ
ĄĄĄĄŸ§égžŻÎgČ»żÉșöÒ ȘÁŠžŻÎgžüȘŸŻÌè
ĄĄĄĄáïL t t€ÔÚĐŁŠșžœÓ»òŐßß\ĐĐß^łÌÖĐŁŹ t€ÒČțłöŹFÁŃŒyĄąșžżpé_ÁŃŁŹÉőÖÁĆŒ țłöŹF t€č°íĆc€ów·Öëx”ÈÎŁëUŹFÏó°l(fšĄ)ÉúĄŁÓö”œÁËșžżpé_ÁŃ»òŐßč°íĆc€ów·ÖëxŁŹÒ»°ăÇérÏÂŁŹÈËÍùÍùČ»·ÖÎöÊÇÊČĂŽÔÒòÔìłÉß@Ó”ÄÊÂčÊŁŹŸÍșÁoîŒÉ”ŰßMĐжțŽÎĐŁŠșžœÓĄŁÈ»¶űŁŹ t€ÔÚșžœÓß^łÌÖĐźaÉú”ÄÁŃŒyŁŹÒ»°ă¶ŒțłöŹFÔÚ t€È±ÚŁŹșžżpÍâĂæżŽÉÏÈ„ÍêșĂopŁŹœß^žßŰß\ĐĐșóŁŹłöŹF”ÄžŻÎgœéÙ|BßMÁŃŒyżp϶ÖЧÖ t€ÍâĂæșžżpé_ÁŃŁŹÒ»°ăČÉÈĄ”ÄŽëÊ©ŸÍÊÇÔÚșžżpÌŃașžÒ»Kä°ćŁŹŚáïL tÀ^Àm(xšŽ)ß\ĐĐĄŁœÌÀíß\ĐĐÒ»¶ÎrégșóŁŹÓÖłöŹFŃașžČżÎ»șžżpé_ÁŃŁŹ§Ö©ïL»òŐß°ČÈ«ë[»ŒŽæÔÚĄŁÄłÆóI(yšš)Š t€ÁŃŒyßMĐĐÁËzyŁŹœYŐÊÇȘÁŠžŻÎgĄŁÒČÓĐÙYÁÏœéœBŐfŁŹ t€șžżpé_ÁŃÊÇÓÉŸ§égžŻÎg»òŐßŐfÊÇȘÁŠŸ§égžŻÎgÔìłÉ”ÄĄŁ”«Č»ÉÙŁŒÒ
sŐJ飏ß@·NŐf·šČ»ÍêÈ«ÊŽ_ĄŁ
ĄĄĄĄŸżÆäÔÒòŁŹÏÈíÌœÓÊČĂŽÊÇŸ§égžŻÎgŁżŸ§égžŻÎgÊÇÖžžŻÎgŃŰŸ§œçßMĐĐĄŁÆäÎŁëUĐÔșÜŽóŁŹÒòéËüÍšłŁČ»țÒęÆđœđÙÍâĐΔÄÈÎșÎŚ»ŻŁŹ”«
sÄÜÊčœđÙ”ÄCĐ”ĐÔÄÜŒ±Ąœ””ÍŁŹÒÔÖÂÒęÆđͻȻÆÆÄŁšß@·NÆÆÄÍùÍùÊčÈËÊŒÁÏČ»Œ°ŁŹËüŚÄ㿎”œ”ĶŒÊÇÍêșĂčâÁÁop”ÄœđÙ±íĂæŁŹ”«œđÙégœYșÏÁŠ±»ÆÆÄŁŹČÄÁÏŚșőÊʧ¶ÈŁŹÀÖŰŐßĘpĘpÇĂô±ăłÉé·ÛÄ©Ł©ĄŁŸ§égžŻÎgźaÉú”ÄÔÒòŁŹÒ»°ăŐJéÊÇäČıŸÉí”ÄÌŒĆcătĐÎłÉ (Cr23C6Ł©ătÌŒ»ŻÎïŁŹß@îăt”ÄÌŒ»ŻÎïŃŰŸ§œçÎöłörŁŹŸÍțźaÉúÌŒ»ŻÎïÖÜúŸÖČżŰăt
^(qš±)ÓòĄŁźŰăt
^(qš±)ÓòŸÖČżătșŹÁżœ””Í”œČ»äPäÄÍžŻÎgËùĐè”ÄŚî”ÍșŹÁżÒÔÏÂŁŹŸÍțźaÉúŸ§égžŻÎgŁŹŒŽĄ°Ÿ§égŰătÀíŐĄ±ĄŁß@ŐfĂśźaÉúŸ§égžŻÎg”ÄäČÄÊÇșŹătÁżžß”ÄČ»äP䣏ÈçWÊÏówČ»äPä1Cr18Ni9TiĄą2Cr18Ni9ĄąńRÊÏówČ»äPä1Cr13Ąą2Cr13”ÈŁ»ÒČŐfĂśáïL tČ»äPä t€ÔÚĐŁŠșžœÓrŁŹȘÌŰeŚąÒâîA·ÀșžœÓß^łÌÖĐŁŹłöŹFșžœÓȱÏĘŁŹÔìłÉáïL tß\ĐĐß^łÌÖĐŁŹÔÚ3ǧżË/Æœ·œÀćĂŚ~5ǧżË/Æœ·œÀćĂŚœ»ŚáȘÁŠŚśÓĂÏÂŁŹ t€șžżpȱÏĘÌźaÉúÆŁÚŁŹÔìłÉșžżpé_ÁŃĄŁ
ĄĄĄĄÎÒűáïL tËùÓĂ”ÄČÄÁÏœ^ŽóČż·ÖÊÇșŹÌŒÁżĄÜ0.2%”Ğ߶ȔÍșÏœđœY䣏ÈçQ345CĄąQ345R”ÈĄŁËü”Ä»ŻWłÉ·ÖÖĐ”ÄCrĄÜ0.30%ŁŹĆcĄ°Ÿ§égŰătÀíŐĄ±ÖĐ”ÄCrșŹÁżÏàČîÉőßhŁŹËùÒÔČ»țźaÉúŸ§égžŻÎgĄŁ
ĄĄĄĄËùÖ^ȘÁŠžŻÎgÊÇÔÚìoȘÁŠŁšœđÙ”ÄÈÍâȘÁŠŁ©ŚśÓĂÏÂŁŹœđÙÔÚžŻÎgœéÙ|ÖĐ”ÄÆÆÄ·QéȘÁŠžŻÎgĄŁžŻÎgÆŁÚÊÇÔÚœ»ŚȘÁŠŚśÓĂÏÂŁŹœđÙÔÚžŻÎgœéÙ|ÖĐ”ÄÆÆÄ·Q鞯ÎgÆŁÚĄŁȘÁŠžŻÎgĆcžŻÎgÆŁÚŁŹÊÇȘÁŠĆcœéÙ|É·NÒòËŰčČÍŹŚśÓĂÏÂËùźaÉú”ÄÆÆÄĐÎÊœĄŁȘÁŠžŻÎg±ÈĘ^ÊŽ_ĄŁ
ĄĄĄĄŐ{Čé·ÖÎöŐJéŁș t€ÔÚĐŁŠșžœÓß^łÌÖĐŁŹșžżpÁŃŒyÊÇ t€ä°ćÔÚŒÓ耳ÉĐÍß^łÌÖĐŁŹÓÉÓÚä°ć”ÄÓÀŸĂŚĐζűźaÉúČÄÁÏÈČżœMżȘÁŠŁ»ÔÙŒÓÉÏŒÓč€ß^łÌÖĐ”ÄŸ«¶ÈŐ`Čțœo t€ĐŁŠĄąșžœÓÔìłÉșÜŽó”ÄÓ°íĄŁÔÚáïL t t€ĐŁŠșžœÓß^łÌÖĐŁŹ tówŽóŠČżÎ»ĄąÈŒęÊÒÏÂČżœYșÎŁŹĐŁŠșžœÓ±ÈĘ^ÈĘÒŚŁŹÒ»°ăÇérÏÂČ»țźaÉúșžżpé_ÁŃŹFÏóĄŁ”«ÊÇÈŒęÊÒÒÔÉÏȿλŁšșŹÈŒęÊÒŁ©ÊÇ t€œYÍës”ÄȿλŁŹÔȿλÊÇÈŒęÊÒĆcáïLłöżÚÏàßBœÓ”Ĕ۷œĄŁÆäŚșÎĐΠŻ±ÈĘ^ŽóŁŹÈĘÒŚłöŹFșžœÓȱÏĘŁŹÒČÊÇȘÁŠŒŻÖĐAÏòŚîÀÖŰ”ÄȿλĄŁÒòŽËŁŹșžżpé_ÁŃŚșőÈ«Čż°l(fšĄ)ÉúÔÚß@ȿλĄŁ
ĄĄĄĄŁŒÒ·ÖÎöŐJéŁșÔÚáïL tÈŒęÊÒȿλÓÉÓÚœYÍësŁŹÔÚĐŁŠșžœÓß^łÌÖĐțłöŹF·eÀÛŐ`ČÔìłÉAh(hušąn)șÏnÌćeλŁŹĐèÒȘÓĂäâFÇËÓ»òŐßÓĂA°ćĆcÂĘËšŸočÌÇËÓŁŹĐĐșÏnŁŹß@Ó±»ÇËÓä°ć”ÄÇúȿλțźaÉúȘÁŠŒŻÖĐĄŁșžœÓÇ°Èçčû°ŃäâF»òŐßA°ćșÍÂĘËšËÉé_ŁŹä°ćŸÍț»ÖÍ”œÔλŁŹȘÁŠŒŻÖĐŸÍțŚÔÓÏûłęĄŁß@ÊÇÒòéä°ćźaÉú”ÄĐÔŚĐÎŁŹÔÚÏûłęÍâÁŠŚśÓĂșóŁŹ»ÖÍÔĐÎÏûłęÁËȘÁŠŒŻÖĐĄŁ¶űÎÒÇËÓä°ć”ÄÄż”ÄÊÇșÏnŁŹșÏn”ÄÄż”ÄÊÇșžœÓĄŁź t€ä°ćÔÚÍâÁŠŚśÓĂÏÂĐĐșÏnșóŁŹÓÉĐÔŚĐÎȚDŚ?yšu)éÓÀŸĂŚĐÎŁŹä°ć”ÄÊÜÁŠÇúȿλŸÍÊÇȘÁŠŒŻÖДĔ۷œŁŹ”«Č»ÊÇÍâÁŠŚśÓĂ”ÄȿλĄŁÒòŽËŁŹÔÚĐŁŠß^łÌÖĐŁŹÒȘ±MÁżpÉÙșͱÜĂâ t€ÇËÓșÏnĄŁ t€ĐŁŠß^łÌÖĐä°ćÇúÌźaÉú”ÄȘÁŠŒŻÖĐŁŹÊÇä°ćÔÚÍâÁŠŚśÓĂÏÂŁŹĐĐșÏnÔìłÉĐÔŚĐÎȚDŚ?yšu)éÓÀŸĂŚĐÎźaÉú”ÄȘÁŠŒŻÖĐĄŁșžœÓß^łÌźaÉú”ÄȘÁŠŒŻÖĐŁŹÊÇä°ć±»ĐĐșÏnșóŁŹ°Ńä°ćĆcä°ćßBœÓÌ”Äżp϶ŒÓáșžœÓŁŹÊčșž
^(qš±)ÈÛłŰÖĐ”ÄÒșówœđÙÌÓÚșÜžß”ÄŰ¶ÈŁšżÉß_2000ĄæÒÔÉÏŁ©ŁŹÔìłÉșžżpșžœÓrŒÓáĆòĂŁŹ¶űÍŁșžrÀä
sÊŐżsŁŹźaÉúȘÁŠŒŻÖĐĄŁÄÇĂŽŁŹÇËÓșÏnä°ćÇúÌźaÉú”ÄȘÁŠŒŻÖĐĆcșžœÓrŁŹÍâÁŠŚśÓĂȿλÔÚșžœÓß^łÌźaÉú”ÄȘÁŠŒŻÖĐŒ°žśČżÎ»șžœÓß^łÌŁŹŒÓáÀä
sźaÉú”ÄȘÁŠŒŻÖĐÂÏ”ÔÚÒ»ÆđŁŹŸÍÊÇžüéÍës”ÄȘÁŠŒŻÖĐĄŁĐÔŚĐÎȚDŚ?yšu)éÓÀŸĂŚĐÎșóŁŹźźaÉú”ÄȘÁŠŒŻÖĐŽóÓÚÍâÁŠŚśÓĂŁŹŒÓÉÏșžœÓŒÓáÀä
srźaÉú”ÄȘÁŠŒŻÖĐŁŹÔÚÍâÁŠł·łöșóŁŹ ¶ÌÆÚÈŸÍțźaÉúŸȚíŁŹÉőÖÁțÔìłÉč°íĆc€ów·ÖëxĄŁÈçčûÍâÁŠŚśÓĂÌ”ÄșžœÓȘÁŠŽóÓÚÇúŚĐÎÌ”ÄȘÁŠrŁŹ t€șžżpȘÁŠŒŻÖĐÒÀÈ»ŽæÔÚĄŁÈ±ÚșžżpțłöŹFÉ·NżÉÄÜŁșÒ»·NÊÇȘÁŠŒŻÖĐźaÉú”ÄÁŃŒyŁŹáïL tœß^Ò»¶Îrégß\ĐĐșóŁŹŸÍțłöŹF t€±íĂæ”Äșžżpé_ÁŃŁ»ÁíÒ»·NÊÇÓĐȘÁŠŒŻÖĐ”«]ÓĐźaÉúÁŃŒyŁŹß@ŸÍÊÇŚîÀíÏë”ÄáïL t t€ĄŁÒòéÓĐÁŃŒyșÍ]ÓĐÁŃŒy”ÄȘÁŠŒŻÖĐŁŹ¶ŒżÉÒÔÔÚáïL tșæ tșÍß\ĐĐß^łÌÖĐŁŹÍšß^ÈËč€rЧ”Ä·œ·špÉÙșÍÏûłęȘÁŠŒŻÖĐĄŁß@Ó”Ä t€ŁŹȘÔÊÇéLÛĂü”Ä t€ŁšÓĐșžœÓȱÏʔijęÍ⣩ĄŁ
ĄĄĄĄÔQ±ÜĂâșžżpé_ÁŃ t€°ČÈ«ÓÖéLÛ
ĄĄĄĄŁŒÒ·ÖÎöŐJ飏 t€ÔÚĐŁŠșžœÓß^łÌÖĐŁŹ źaÉú”Ä⿌ĄąÊèËÉĄąAÔüĄąęÁŃ”ÈșžœÓȱÏĘĆcÇËÓșÏnźaÉú”ÄȘÁŠŒŻÖĐĄąÔČÄÁÏ”ÄșŹÁòÁżŒ°ÆäșžœÓŒŒĐg¶ŒÓĐÖ±œÓ»òŐßégœÓ”ÄêPÏ”ĄŁÒòéșžœÓß^łÌÖĐÓö”œÇËÓșÏnŚĐÎźaÉú”ÄȘÁŠŒŻÖĐÌŁŹșžlÈÛ»Ż§ÖÂÇËÓŚĐÎÌźaÉúÎąŚĐÎŁŹșžlÔÚÈÛ»Żß^łÌÖĐÈĘÒŚĐÎłÉșžœÓȱÏĘĄŁÈçčûÔČÄÁÏșŹÁòÁżß^žßŁŹÔÚșžœÓŒÓáĆcÀä
sß^łÌÖĐŁŹœß^1150Ąæ~1200ĄæÖźég”ÄrșòŁŹźaÉúáŽàŹFÏóŁŹÈĘÒŚÔìłÉęÁŃșÍ⿌”ÈșžœÓȱÏĘĄŁÈçčûșžœÓÈËTČ»ÁËœâÇËÓșÏnȘÁŠŒŻÖĐșÍÔČÄÁÏșžœÓĐÔÄÜßMĐĐșžœÓŁŹźaÉúșžœÓȱÏʔĞĆÂÊŸÍțžüŽóĄŁÒòŽËŁŹșžč€ÔÚșžœÓÇ°ŁŹȘÔÔŒÁËœâ t€ËùÓĂ”ÄÔČÄÁÏșÍ t€”ÄŒÓč€șÍșžœÓč€ËŁŹÈ»șóÔÙßMĐĐșžœÓĄŁÈçčûźaÉúÁËșžœÓȱÏĘŁŹÒ»¶šțÓ°í t€”ÄÊčÓĂÛĂüĄŁÒòéÔÚáïL tß\ĐĐß^łÌÖĐŁŹÊÜ”œÖÜÆÚĐÔ3ǧżË/Æœ·œÀćĂŚ~5ǧżË/Æœ·œÀćĂŚâówșÁŠŚśÓĂŁŹșžœÓȱÏĘźaÉú”Ä⿌ĄąÊèËÉĄąAësĄąęÁŃ”ÈŒâœÇȿλÓÖțźaÉúȘÁŠŒŻÖĐŁŹÔÚȘÁŠŚśÓĂÏÂźaÉúÎąÁŃŒyŁŹžŻÎgœéÙ|ßMÈëÎąÁŃŒyžŻÎgŁŹÒ»Ö±ŃÓÉ씜 t€±íĂæżŽ”œșžżpé_ÁŃĄŁß@ȘÔÊÇȘÁŠžŻÎgșÍžŻÎgÆŁÚÔìłÉ”ÄșčûĄŁ
ĄĄĄĄŁŒÒß·ÖÎöŐJ飏áïL t t€ÔÚĐŁŠșžœÓß^łÌÖĐŁŹÓÉÓÚŚĐÎźaÉú”ÄȘÁŠŒŻÖĐșÍșžœÓźaÉú”ÄȘÁŠŒŻÖĐÔìłÉ”ÄșžœÓÁŃŒyĆcșžœÓȱÏĘŁŹÔÚáïL tß\ĐĐß^łÌÖĐŁŹÔÚÖÜÆÚĐÔ3ǧżË/Æœ·œÀćĂŚ~5ǧżË/Æœ·œÀćĂŚșÁŠŚśÓĂÏÂŁŹȘÁŠŒŻÖĐÔìłÉ”Äß\ĐĐÁŃŒy¶ŒțÔÚÖÜÆÚĐÔșÁŠșÍžŻÎgœéÙ|ŚśÓĂÏÂŁŹÁŃŒyÔœíÔœÉîŁŹÔœíÔœéLŁŹœéÙ|žŻÎgÒČÔœíÔœÀÖŰŁŹÖ±”œÈË°l(fšĄ)ŹF t€ÍâČżșžżpé_ÁŃĄŁß@ȘÔÊÇȘÁŠžŻÎg”ÄÈ«ß^łÌŁŹÊÇáïL t t€ÛĂü¶Ì”ÄÖŰÒȘÔÒòĄŁ
ĄĄĄĄ t€ßxČÄÉśÖźÓÖÉś °ČÈ«ÉúźaŸŻçéLűQ
ĄĄĄĄÄżÇ°ŁŹÎÒűíȌʜáïL t t€é_ÁŃrČÉÈĄ”ÄÌÀíŽëÊ©ÓĐÒÔÏÂŚ·NŁș
ĄĄĄĄŽëÊ©Ò»ŁșŃŰșžżpÉÈ10ÀćĂŚĄ«20ÀćĂŚáÓ°í
^(qš±) t€ßMĐĐÇОÈÁŃżp
^(qš±)ÓòŁ©ŁŹÈ»șóČÉÓĂĐ”Ää°ćÌîŃașžŃaœÓĄŁ”«ß@Ó”ÄÌîŃașžœÓ·œ·šțÊčșžżpÔöŒÓÒ»±¶ŁŹț§ÖÂșžżpĐ”ÄáÓ°í
^(qš±)ÈČż t€ÔÙŽÎęÁŃ°l(fšĄ)ÉúŁŹ°ČÈ«ë[»ŒžüŽóĄŁß@·N·œ·šČ»ÊÇșÜșĂ”ÄÌÀíÁŃżp”Ä·œ·šŁŹțÊčșžżpÖÜÏòźaÉúĐ”ÄșžœÓȘÁŠÁŃŒyŒ°žŻÎgé_ÁŃĄŁ
ĄĄĄĄŽëÊ©¶țŁșßxÓĂșÁŠÈĘÆśä°ćQ345C+904LÍșÏä°ć»òŐßQ345R+904LÍșÏä°ćŁŹ¶ŒÈĄ”ĂÁËĘ^șĂ”ÄÌÀíЧčûĄŁ
ĄĄĄĄoŐČÉÈĄŽëÊ©Ò»»òŐߎëÊ©¶țŁŹëmÈ»¶ŒÄÜœâQ t€é_ÁŃî}ŁŹ”«ÊǶŒĐèÒȘÎŚùáïL tÍŁ tÇĐžî t€»òŐßÍÚŃa t€Ê©ŸSĐȚŁŹŸSĐȚ耳ÌÁżŽóÇÒÍŁ trégéLŁŹÓ°íïLŰșÍÆóI(yšš)ЧÒæĄŁÒÔ5000m3Œežß tĆäÌŚ4ŚùíȌʜáïL tÇĐžî t€ŽóĐȚéÀęŁșŸSĐȚč€ÆÚŒsÒ»ÄêrégŁŹÆäÇĐžîŸSĐȚÓ°íÆóI(yšš)œúЧÒæŽóŒsÔÚ1.5|ÔȘÖÁ1.6|ÔȘÖźégŁ»ÈçčûČÉÓĂÍÚŃaŸSĐȚŁŹŸSĐȚÆÚÒ»°ăé8ÔÂŚóÓÒŁŹÆäÙMÓĂșÍÆóI(yšš)œúpʧÒČÔÚ|ÔȘŚóÓÒŁŹpʧ±ÈĘ^ŽóĄŁ
ĄĄĄĄŸCșÏČÉÓĂ tÍâÔöŒÓÒ»ÓQ345R t€ŁŹĐÂÀÏ t€ÖźégÔöŒÓ±ŁŰČÄÁÏŁšżÉČÉÓĂQ345RŁŹÒČČ»ÄÜÔÙČÉÓĂŸßÓĐáŽàĄąÀäŽàĄąâżŚĄąșžœÓ芎ĂÇÒŸßÓĐŒÓ耎æȘÁŠpû”ÄQ345CŁ©ŁŹżÉŽ_±ŁÈÓÀÏ t€Ű¶ÈŽóÓÚ100ĄæŁŹÀäÄęËźÖéŚ?yšu)éŐôÆûŐô°l(fšĄ)ŁŹ±ÜĂâÈŒęșÍËÍïLß^łÌÖĐŽóÁżÉúłÉ”Ä”ȘŃő»ŻÎïșÍÁò»ŻÎïâówĆcìÔÚ t€±ÚÉÏ”ÄÀäÄęËźÖéœYșÏŁŹĐÎłÉËážùžŻÎgœéÙ|žŻÎgȘÁŠpû”Ä䀜MżșÍșžżpÁŃŒyŁšÔ t€œâQ·œ·šÒŃœÉêóűŒÒŁÀûŁ©ĄŁ
ĄĄĄĄÁíÒ»·NÊÇșܶàÎλłŁÒ”Ä·œ·šŁŹŸÍÊÇŚžßŰ
^(qš±)Óò t€Ű¶ÈŽóÓÚ100ĄæÉőÖÁ”œ150ĄæĄ«180ĄæŁŹ Äż”ÄÒČÊÇŚÀäÄęËźÖéŚ?yšu)éŐôÆûŐô°l(fšĄ)ŁŹ·ÀÖčÀäÄęËźÖéĆc”Ș»ŻÎïĄąÁò»ŻÎïÉúłÉžŻÎgœéÙ|ŁŹ”«ß@ÓŚöțŽóŽóÔöŒÓáïL t”ÄÉąápʧĄŁčPŐßșÎșËËăÉąápʧŁŹ°ŽŐŐÈŐźa12000èFźaÄÜŁŹÈ«Äê°ŽŐŐ350ÌìĄą420ÈfèFźaÄÜŁŹÈçčû t€ÆœŸù۶Èé90ĄæŁŹÆäÿХrÉąápʧé702240ǧżš/ŁšĐĄrĄ€ŚùŁ©ŁŹŐÛșÏĂșâÁżé936.32Áą·œĂŚ/ŁšĐĄrĄ€ŚùŁ©ŁŹŐÛșÏĂșâÏûșÄÁżé7.49Áą·œĂŚ/èFŁŹÈ«Äê t€ÉąápʧŐÛșÏĂșâÓĂÁż31458000Áą·œĂŚŁ»Èçčû t€ÆœŸù۶Èé 120ĄæŁŹÆäÿХrÉąápʧé1083760ǧżš/ŁšĐĄrĄ€ŚùŁ©ŁŹŐÛșÏĂșâÁżé1445.01Áą·œĂŚ/ŁšĐĄrĄ€ŚùŁ©ŁŹŐÛșÏèFĂșâÏûșÄÁżé11.56Áą·œĂŚ/ ŁŹÈ«Äê t€ÉąápʧŐÛșÏĂșâÓĂÁż48552000Áą·œĂŚŁ»Èçčû t€ÆœŸù۶È150ĄæŁŹÆäÿХrÉąápʧé1526080ǧżš/ŁšĐĄrĄ€ŚùŁ©ŁŹŐÛșÏĂșâÁżé 2034.77Áą·œĂŚ/ŁšĐĄrĄ€ŚùŁ©ŁŹŐÛșÏĂșâÏûșÄÁżé16.26Áą·œĂŚ/ŁŹÈ«Äê t€ÉąápʧŐÛșÏĂșâÓĂÁż68376000Áą·œĂŚĄŁ t€ÆœŸù۶ÈÓÉ90ĄæÔöŒÓ”œ150ĄæŁŹĂżÄê¶àÀËÙM36918000Áą·œĂŚĂș⣏łŹß^ÁË t€90Ąær”ÄápʧŁšÈŒęÊÒ t€Ű¶È”ÍÓÚ90¶È鳣Ò(guš©)ÔOÓŁŹÈçčûČÉÓĂÔ„Ćd”Äß@íŁÀûŠÈŒęÊÒÊ©ÍⱣۣŹÆäč(jišŠ)ÄܳɱŸąžüžßŁ©ĄŁœ””ÍЧÂÊĄąÔÚÔöŒÓÈŒÁÏłÉ±ŸĄą”ȘŃő»ŻÎïÔöŒÓĄą¶țŃő»ŻÌŒĆĆ·ĆÔöŒÓĄąÆóI(yšš)ЧÒ朔”ÍŁŹß@ÊÇ”ĂČ»Ê§”ÄĆeŽëĄŁ¶űĐÂÔöŒÓ”ÄÍâžČČż t€ŒÈżÉÒÔłĐșłĐÖŰÓÖżÉÒÔ±ÜĂâÉąápʧŁŹč(jišŠ)ŒsÈŒÁÏĄąÌážßЧÂÊĄąp”ȘpÌŒŁŹßČ»ĐèÒȘÎŚùáïL tÍŁźaŁŹżÉÒÔŰ”ŚÏûłę t€é_ÁєİČÈ«ë[»ŒĄŁ
ĄĄĄĄÉÏÊöȘÁŠŒŻÖДķÖÎöŐfĂśŁŹÒȘÏëœâQÆöÖț”ÄÄÍČÄÊÜÁŠ§Ö”ÄȘÁŠŒŻÖĐŁŹŸÍÒȘÄÄÍČÄÆöÖțœY”ÄŒÓáÊÜÁŠÖűÊÖĄŁÔ„ĆdËĶÎÊœáïL tŸÍÊÇČÉÈĄ°ŃáïLłöżÚÖ±¶ÎșÍćF¶ÎŚöÁË·ÀÖčȘÁŠŒŻÖДķÖÉąÌÀí·œ·šŁŹćFĐÎč°íșÍáïLłöżÚÖ±¶ÎžśŚÔȘÁąÖ§ÎŁŹpÉÙÁËȘÁŠŒŻÖĐŁŹșÜșĂ”ŰœâQÁËŹFÓĐíȌʜáïL táïLłöżÚÊÜÁŠpÄî}ŁŹ±ŁŐÏÁËÈŒęÊÒœYșÍáïLłöżÚœY”Ä·(wš§n)¶šéLÛĄŁÊŚäžŁĂśŁŒÒFê Ìáłö”ÄMșÏÒ柜YœâQÁËÈŒęÊÒȿλÁíÍâÈęî}ŁșÆäÒ»ÊÇČÉÓĂÒæŸč°íMșÏœYŁŹŰ”ŚœâQÁËÔÈŒęÊÒćF¶ÎČ»șÏÀíÊÜÁŠ§Ö”ÄćFĐÎč°íÖĐČżÆöówÏŽ裏¶űč°Ä_ȿλÊÜÁŠÊčćFĐÎč°íÀź°ÈżÚÖ±œUŽópÄÄÍČÄŠówŁ»Æä¶țÊÇćFĐÎč°í”ÄŒôÇĐȘÁŠĄąÖŰÁŠĄąÏ»ŹÁŠŸCșÏŚśÓĂŠćFĐÎč°íÖĐČż”ÄČ»șÏÀíÊÜÁŠ§ÖÂćFĐÎÖĐČżÏŽ裏č°Ä_ȿλÊÜÁŠÊčćFĐÎč°íÀź°ÈżÚÖ±œUŽóŁŹ§Ö t€ÇòĂæȿλä€ÊÜÁŠpûșÍȘÁŠžŻÎgé_ÁŃŁ»ÆäÈęÊÇąÈŒęÊÒÖ±¶ÎșÍÆöÖțÔÚÉÏĂæ”ÄćFĐÎč°í(yšu)»ŻéMșÏÒæŸč°íœYČąÊ©·ÖëxÔOÓŁŹÓĐЧȚDÒÆ·ÖÉąÁËȘÁŠŁŹœâQÁËÄÍČÄȘÁŠșÍä€ȘÁŠŚśÓĂĄŁÔÙÍšß^žÄŚ t€ČÄÙ|ŁŹČÉÓĂßmȘŽóĐÍžß tžßïLŰĄąžßïLșáïL tÒȘÇó”ÄșÁŠÈĘÆś t€ä°ćQ345RÌæŽúQ345C t€ä°ćŁŹÓĂșÎÒŚĐДķœÊœŰ”ŚœâQžŻÎgé_ÁŃŹFÏóŁŹŽ_±ŁÈŒęÊÒÈÒrÄÍČÄșÍ t€ÏûłęËùÓĐȘÁŠÄ¶űŹF·(wš§n)¶šéLÛžßïLŰĿ˥ŁŁšąÊÀŸÛŁ©
